5s
+1
Submission successful!
|
PEEK gets specified for all the wrong reasons half the time. Engineers see "high-performance polymer" and "continuous use temperature 250°C" on the data sheet and default to PEEK for every plastic part that needs to be "good." Meanwhile, Nylon would do the job at one-fifth the cost, or Delrin would machine faster and hold tighter tolerances. PEEK is an incredible material, but it's also an expensive one - and you should only use it when you actually need what it offers.
So when do you actually need PEEK? Three scenarios. First, high temperature: if your part sees sustained temperatures above 150°C, most engineering plastics start to lose mechanical properties. PEEK holds up to 250°C continuous. Second, chemical resistance: PEEK is virtually inert to most acids, bases, and organic solvents. Third, high-strength-to-weight ratio in environments where metal would corrode or conduct electricity.
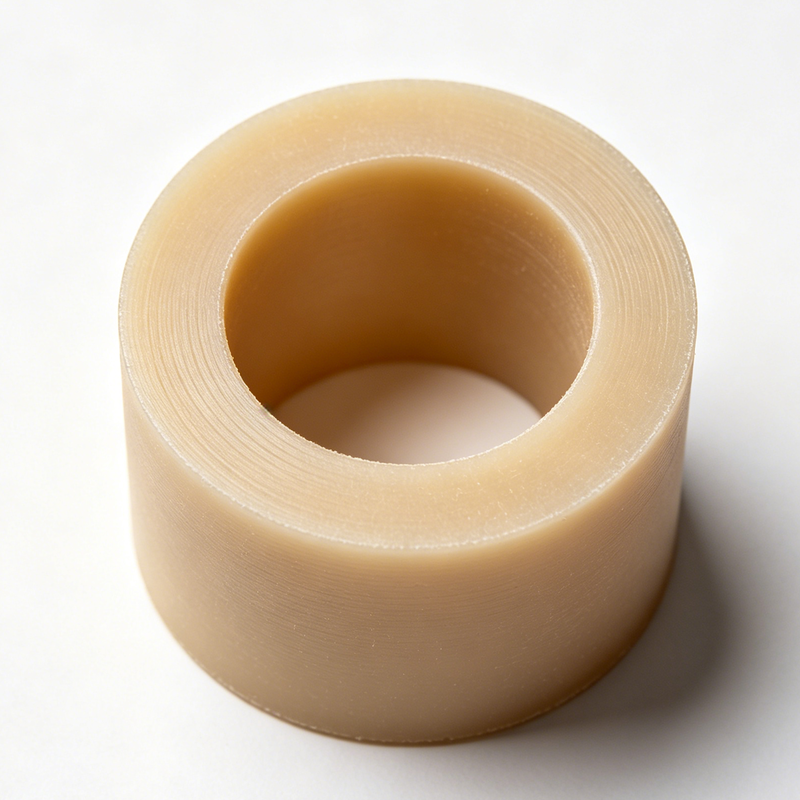
We machine a lot of PEEK at Sinbo Precision, mostly for electrical insulation bushings, bearing sleeves, pump wear rings, and semiconductor handling components. PEEK machines differently from metal - it's abrasive on tooling, it doesn't conduct heat away from the cutting zone (so the tool runs hot), and it has a nasty habit of warping if you remove too much material in one pass. Our machinists have sorted out the cutting parameters over thousands of PEEK parts: sharp polycrystalline diamond (PCD) tooling, moderate spindle speeds, and light depths of cut to manage heat and prevent deformation.
Tight tolerances on PEEK are achievable but require patience. We hold ±0.01mm on bushing bores and ODs, and ±0.005mm on critical sealing surfaces. The trick is accounting for the material's thermal expansion coefficient - PEEK expands roughly 10x more than steel for the same temperature change, so your inspection environment matters.
Continuous use up to 250°C, intermittent up to 300°C. Most engineering plastics (Nylon, Delrin, POM) max out at 100-120°C. If your part runs hot, PEEK is often the only polymer option.
Resistant to virtually all acids, bases, hydrocarbons, and organic solvents except concentrated sulfuric acid. No swelling, no degradation, no stress cracking.
Volume resistivity of 10¹⁶ ohm-cm makes PEEK an excellent electrical insulator for bushings, sleeves, and spacers in high-voltage applications.
±0.01mm standard, ±0.005mm on critical features. Requires PCD tooling and controlled cutting parameters - our machinists know the process.
0.5% at saturation (vs. 8-10% for Nylon). PEEK parts don't swell or lose dimensional stability in humid environments, which matters for precision bushings and bearing sleeves.
| Product Name | CNC Machined PEEK Insulation Bushing Sleeve |
| Material Options | PEEK (natural), PEEK (glass-filled 30%), PEEK (carbon-filled), PEEK (bearing-grade) |
| Tolerance | ±0.01mm (standard), ±0.005mm (critical sealing surfaces) |
| Max Temperature | 250°C continuous, 300°C intermittent |
| Surface Treatment | As-machined (standard), Polished (optional for low-friction) |
| Certifications | ISO 9001:2015, IATF 16949, RoHS, CE, REACH |
| Lead Time - Prototype | 3-7 days |
| Lead Time - Production | 7-15 days |
| MOQ | 1 piece (prototype), 100+ (production) |
| Origin | Dongguan, China |
Address
Factory 1: No.7,Mingzhu 2 road,Shebei,Huangjiang,Dongguan,Guangdong,China 523752 Factory 2: No.19,Mingzhu 1 road,Shebei,Huangjiang,Dongguan,Guangdong,China 523752
Tel
86-769-83391025-8005


 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย
 বাংলা
বাংলা
 فارسی
فارسی
 polski
polski

